临朐文海金属制品有限公司
主营产品:不锈钢水箱厂家,不锈钢水塔价格,不锈钢储水罐质量,临朐不锈钢水塔,临朐不锈钢储水罐
首页
企业介绍
产品展示
商情信息
新闻中心
在线留言
产品相册
联系我们
您当前的位置:
首页
>
产品展示
>>
储水罐
产品展示
Products
储水罐
不锈钢圆形保温水箱
不锈钢方形水箱
不锈钢水箱
不锈钢【消防水箱】@文海
商情展示
Business
拼接不锈钢水箱批发商-文海金属制品供应不锈钢圆形保温水箱
屋顶不锈钢水箱供应商-哪里有不锈钢圆形保温水箱
哪里有储水罐-潍坊市哪里有供应口碑好的不锈钢储水罐
方形不锈钢水箱出售-大量供应质量好的不锈钢矩形水箱
不锈钢消防水箱供应商-山东省划算的不锈钢水箱供应
储水罐
联系人:
吴经理
QQ号码:
254372049
电话号码:
0536-3697608
手机号码:
15908003500
Email地址:
254372049@qq.com
公司地址:
山东省潍坊市临朐县-临朐县东城街道黄山路1051号
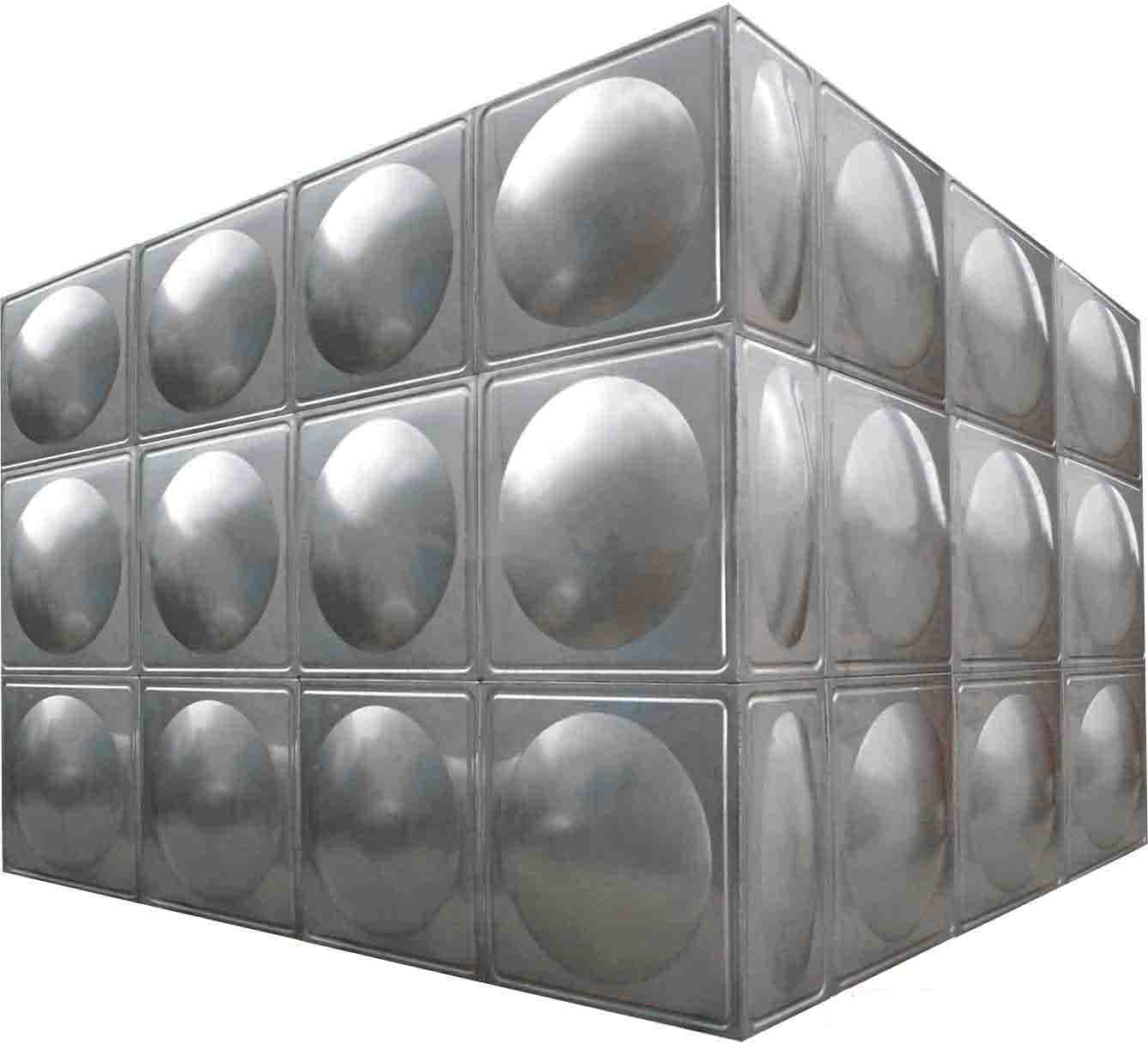
产品介绍
不锈钢储水罐表面处理技术有三种,表面本色白化处理;表面镜面光亮处理;表面着色处理。 一、表面本色白化处理 不锈钢在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前一般采用硝酸进行强腐蚀方法去除。但这种方法成本大,污染环境,对人体有害,腐蚀性较大,逐渐被淘汰。 二、表面镜面光亮处理方法 根据不锈钢产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来到达镜面光泽。 三、表面着色处理 不锈钢着色不但赋予不锈钢制品各种颜色,增加产品的花色品种,而且增加产品耐磨性和耐腐蚀性。 1、焊接的储罐应要满足焊接工艺和焊接材料的相关要求。 2、大型储罐的罐顶板与包边角钢在焊接时,要主要焊缝对称均匀分布,并沿同一方向分段退焊。 3、先焊内侧焊缝,后焊外侧焊缝,径向的长焊缝宜采用隔缝对称施焊方法,并由中心向外分段退焊。 4、焊接前应检查组装质量,清除坡口面及坡口两侧20㎜范围内的铁锈、水分和污物,要充分干燥。 5、缺陷深度或打磨深度超过1mm时,应进行补焊,并打磨平滑。 6、深度超过0.5mm划伤,电弧擦伤、焊疤等的有害缺陷,应打磨平滑,打磨后的钢板厚度不应小于钢板名义厚度扣除负偏差值。 7、罐壁的焊接,先焊垂直焊缝,后焊环向焊缝,当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工均匀分布,并沿同一方向施焊。 8、定位焊及工卡具的焊接,应由合格焊工施焊,引弧不应在母材或完成的焊道上。
相关推荐
查看更多产品
不锈钢圆形保温水箱
不锈钢方形水箱
不锈钢水箱
不锈钢【消防水箱】@文海
CopyRight © 版权所有: 临朐文海金属制品有限公司 技术支持:
书生商务网
给我们留言吧
给我们留言
关闭
您好!如需帮助,请留言,我们将尽快联系并解决您的问题
您的姓名::
手机:
联系QQ::
留言内容:
关于我们